
TPU शीट मोल्डिंग में क्या चुनौतियां हैं?

टीपीयू शीट एक्सट्रूडर मशीन लोच, पहनने के प्रतिरोध, मौसम प्रतिरोध और पर्यावरणीय पुनरावर्तन का एक संयोजन प्रदान करता है, जिससे यह व्यापक रूप से चिकित्सा, खेल और पैकेजिंग अनुप्रयोगों में उपयोग किया जाता है। हालांकि, इसकी व्यापक कठोरता रेंज (किनारे से 60 से किनारे तक एक 60 तक), संवेदनशील पिघल चिपचिपाहट, और हाइड्रोलिसिस और थर्मल गिरावट के लिए संवेदनशीलता मोल्डिंग प्रक्रिया के दौरान तीन मुख्य चुनौतियों का कारण बनती है: एकरूपता नियंत्रण, प्रदर्शन रखरखाव और प्रक्रिया स्थिरता। विशिष्ट चुनौतियां, उनके कारण और प्रभाव इस प्रकार हैं:
1। कच्चे माल का दिखावा: नमी नियंत्रण चुनौतीपूर्ण है और सीधे शीट की गुणवत्ता को प्रभावित करता है।
TPU एक अत्यधिक हाइग्रोस्कोपिक बहुलक है। इसकी आणविक संरचना में urethane बांड पानी के साथ आसानी से प्रतिक्रिया करते हैं। कच्चे माल में नमी से अधिक होने से मोल्डिंग प्रक्रिया के दौरान समस्याओं की एक श्रृंखला हो सकती है। यह TPU शीट मोल्डिंग के लिए प्राथमिक पूर्व-प्रसंस्करण चुनौती है। कठिनाइयाँ:
तेजी से नमी अवशोषण और पूर्ण हटाने में कठिनाई: केवल एक घंटे के लिए हवा के संपर्क में आने वाले टीपीयू छर्रों को 0.03% (स्वीकार्य मूल्य) से 0.1% से अधिक नमी की मात्रा में वृद्धि देख सकती है। अवशोषण दर आर्द्रता के साथ वातावरण में दोगुनी हो जाती है> 60%। इसके अलावा, नमी आसानी से छर्रों में प्रवेश करती है, जिससे पारंपरिक सुखाने के साथ पूरी तरह से हटाना मुश्किल हो जाता है।
संकीर्ण सुखाने वाले पैरामीटर विंडो: यदि सुखाने का तापमान बहुत कम है (<80 ° C), तो नमी पूरी तरह से वाष्पित नहीं हो सकती है। यदि तापमान बहुत अधिक है (> 120 डिग्री सेल्सियस), तो टीपीयू नरम हो जाएगा और समय से पहले एक साथ चिपक जाएगा, "ढेली एग्लोमेरिएशन" बनाएगा और उचित खिला को रोक देगा। यदि सुखाने का समय बहुत छोटा है (<4 घंटे), तो नमी बनी रहेगी, जबकि यदि यह बहुत लंबा है (> 8 घंटे), तो टीपीयू आणविक श्रृंखलाएं थोड़ी नीची हो जाएंगी, जिससे इसकी लोच कम हो जाएगी।
प्रत्यक्ष प्रभाव: बनाने के बाद, बुलबुले और पिनहोल शीट की सतह पर दिखाई देंगे (नमी के उच्च तापमान वाष्पीकरण के कारण), और "चांदी की लकीरें" आंतरिक रूप से बन जाएंगी (नमी वाष्प के कारण असमान पिघल प्रवाह के कारण)। गंभीर मामलों में, शीट डिलैमिनेट कर सकती है और यांत्रिक गुण (जैसे कि तन्यता ताकत) 15%-30%तक कम हो सकती है। Ii। TPU शीट एक्सट्रूज़न मोल्डिंग: पिघल प्रवाह और तापमान नियंत्रण कोर तकनीकी अड़चनें हैं
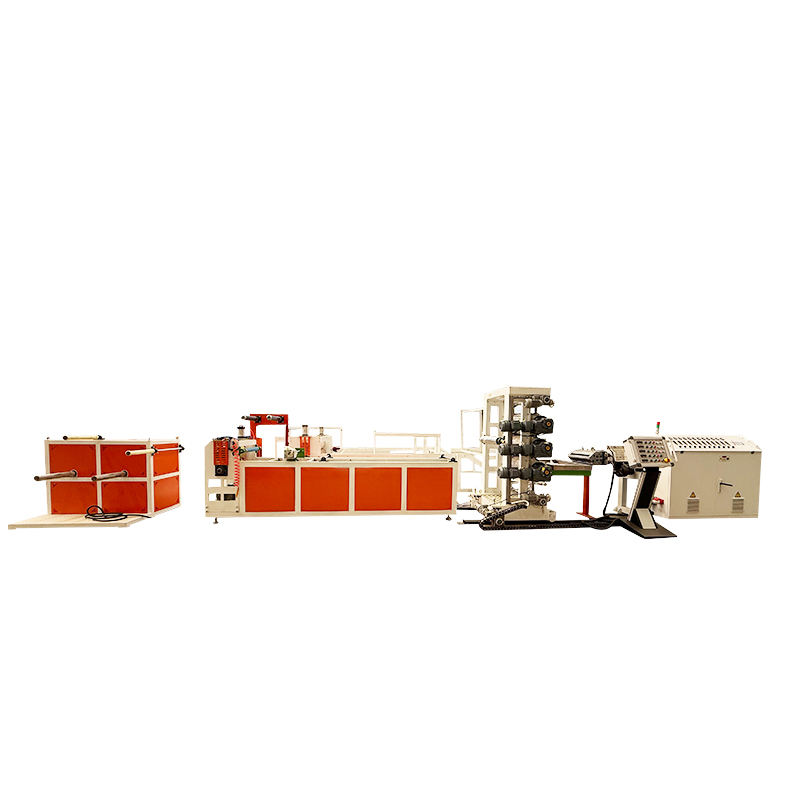
मुख्यधारा की टीपीयू शीट मोल्डिंग प्रक्रिया "सिंगल-स्क्रू/ट्विन-स्क्रू एक्सट्रूज़न के बाद कैलेंडरिंग है।" हालांकि, टीपीयू पिघल महत्वपूर्ण गैर-न्यूटोनियन गुणों को प्रदर्शित करता है (चिपचिपापन तापमान और कतरनी दर के प्रति संवेदनशील है), और अलग-अलग कठोरता के टीपीयू की प्रक्रिया संगतता काफी भिन्न होती है। इससे उपकरणों के लिए एक महत्वपूर्ण परिचालन चुनौती, एक्सट्रूज़न के दौरान एकरूपता और स्थिरता को नियंत्रित करना मुश्किल हो जाता है।
1। संवेदनशील पिघल चिपचिपाहट आसानी से असमान चादर की मोटाई को जन्म दे सकती है।
कठिनाई के कारण:
टीपीयू की पिघल प्रवाह दर (एमएफआर) तापमान में उतार-चढ़ाव के लिए बेहद संवेदनशील है: तापमान में प्रत्येक 10 डिग्री सेल्सियस में वृद्धि के लिए, एमएफआर 20% -30% (मानक पीपी के लिए केवल 5% -10% की तुलना में) बढ़ सकता है। यदि एक्सट्रूडर बैरल का तापमान वर्गों में ° 3 ° C से उतार -चढ़ाव करता है, तो पिघल चिपचिपाहट काफी भिन्न होगी, जिसके परिणामस्वरूप असमान डिस्चार्ज डिस्चार्ज गति होती है। गरीब कतरनी दर अनुकूलनशीलता: सॉफ्ट टीपीयू (शोर ए 60-80) में कम पिघल चिपचिपाहट होती है। अत्यधिक उच्च पेंच गति (> 60 आरपीएम) आसानी से पिघल फ्रैक्चर (खुरदरी और झुर्रीदार सामग्री सतहों) का कारण बन सकती है। हार्ड टीपीयू (शोर डी 60-80) में उच्च पिघल चिपचिपाहट होती है, इसलिए कम गति (<30 आरपीएम) अपर्याप्त प्लास्टिसाइजेशन को जन्म दे सकती है, जिसके परिणामस्वरूप शीट के भीतर अनमिल कण हो जाते हैं।
प्रत्यक्ष प्रभाव: शीट की मोटाई विचलन सहिष्णुता से अधिक (स्वीकार्य विचलन ± ± 0.05 मिमी, अक्सर ± 0.1 मिमी से अधिक)। सिंक के निशान उन क्षेत्रों में आम हैं जहां सामग्री बहुत मोटी है, जबकि टूटने वाले क्षेत्रों में टूटना आम है जहां सामग्री बहुत पतली है। यह चिकित्सा फिल्मों जैसे उच्च-परिशुद्धता अनुप्रयोगों के लिए शीट को अनुपयुक्त बनाता है। 2। थर्मल गिरावट और प्रदर्शन हानि से बचने के लिए अत्यधिक उच्च तापमान नियंत्रण परिशुद्धता की आवश्यकता होती है।
कठिनाइयाँ:

टीपीयू शीट एक्सट्रूडर मशीन एक संकीर्ण थर्मल स्थिरता रेंज है: अधिकांश TPU प्रसंस्करण तापमान केवल 200 ° C से 230 ° C तक होता है। 240 डिग्री सेल्सियस से ऊपर के तापमान आणविक श्रृंखला टूटने (urethane बॉन्ड का अपघटन) का कारण बनते हैं, जैसे कि CO, जैसे गैसों को जारी करते हैं, जिसके परिणामस्वरूप शीट में "जले हुए कण" (छोटे काले धब्बे) होते हैं। 190 डिग्री सेल्सियस से नीचे के तापमान के परिणामस्वरूप अपर्याप्त पिघल तरलता होती है, जिससे मरने की गुहा को भरने से रोका जाता है, जिसके परिणामस्वरूप "कमी" होती है।
बैरल तापमान ढाल मिलान मुश्किल है: टीपीयू एक्सट्रूज़न के लिए एक सख्त "कम तापमान वाले फीडिंग-मध्यम-तापमान प्लास्टिसाइजिंग-उच्च तापमान वाले समरूपता" ढाल (जैसे, 180 ° C-190 ° C को खिला अनुभाग में, 200 ° C-210 ° C में प्लास्टिसाइजिंग सेक्शन, और 210 ° C-220 ° C में 210 ° C-220 ° C की आवश्यकता होती है। 10 डिग्री सेल्सियस से कम का एक ढाल अंतर असमान प्लास्टिसाइजेशन में परिणाम करता है; 30 डिग्री सेल्सियस से अधिक एक ढाल अंतर आसानी से स्थानीयकृत ओवरहीटिंग और गिरावट को जन्म दे सकता है। प्रत्यक्ष प्रभाव: शीट मैकेनिकल गुण (जैसे ब्रेक पर बढ़ाव) बिगड़ती है, नरम टीपीयू की लोचदार वसूली दर 90% से 70% से नीचे गिर जाती है, और हार्ड टीपीयू की कठोरता 5-10 शोर डिग्री से घट जाती है। सतह को पीलेपन (गिरावट उत्पादों के कारण), उपस्थिति को प्रभावित करने के लिए प्रवण है।
तीसरा, TPU शीट कैलेंडरिंग उपकरण: सतह की गुणवत्ता और आयामी स्थिरता को संतुलित करना मुश्किल है
एक्सट्रूज़न के बाद, TPU शीट को कैलेंडर रोलर सिस्टम का उपयोग करके आकार (मोटाई और सपाटता को नियंत्रित करना) होना चाहिए। हालांकि, टीपीयू में एक मजबूत लोचदार मेमोरी प्रभाव (शीतलन के बाद रिबाउंड करने की संभावना) और एक उच्च थर्मल संकोचन दर (आमतौर पर 3%-5%, पीपी का 2-3 गुना) है। इससे कैलेंडरिंग प्रक्रिया के दौरान सतह की चिकनाई और आयामी सटीकता दोनों को एक साथ प्राप्त करना मुश्किल हो जाता है, एक महत्वपूर्ण पोस्ट-मोल्डिंग चुनौती पेश करता है। कठिनाई 1: कैलेंडर रोल तापमान और दबाव का मिलान।
यदि कैलेंडर रोल तापमान बहुत कम है (<60 ° C), तो TPU रोल सतह पर बहुत जल्दी ठंडा हो जाता है और पूरी तरह से रोल सतह बनावट का पालन नहीं कर सकता है, जिसके परिणामस्वरूप एक मैट और धुंधली चादर की सतह होती है।
यदि दबाव बहुत अधिक है (> 15mpa), तो नरम टीपीयू "रोलर मार्क अवशेष" (रोल सतह की बनावट को बहुत गहराई से दबाया जाता है) के लिए प्रवण होता है, जबकि हार्ड टीपीयू किनारों पर "तनाव क्रैकिंग" के लिए प्रवण होता है। यदि दबाव बहुत कम है (<5mpa), तो पिघल के भीतर बुलबुले को समाप्त नहीं किया जा सकता है, जिसके परिणामस्वरूप असमान शीट घनत्व होता है। कठिनाई 2: शीतलन और आयामी संकोचन के बीच संघर्ष। TPU शीट कैलेंडर रोलर्स (लगभग 80 ° C से 100 ° C के तापमान पर) से निकलने के बाद, इसे "कूलिंग रोलर असेंबली" द्वारा 40 ° C से नीचे तेजी से ठंडा किया जाना चाहिए। हालांकि, बहुत जल्दी ठंडा करने से शीट में आंतरिक तनाव एकाग्रता हो सकती है, जिससे यह बाद के भंडारण के दौरान युद्ध (जैसे, किनारों के ऊपर की ओर झुकना) हो जाता है। बहुत धीरे -धीरे (> 30 सेकंड) ठंडा करने से टीपीयू सिकुड़ता रहता है, जिससे आयामी विचलन में वृद्धि होती है (जैसे, अनुदैर्ध्य दिशा में 2% से 3% सिकुड़न), यह बाद में काटने के लिए अनुपयुक्त हो जाता है। Iv। TPU शीट उपकरण अनुकूलनशीलता: पारंपरिक प्लास्टिक उपकरणों को लक्षित संशोधन की आवश्यकता होती है
TPU शीट मोल्डिंग उपकरण सीधे पारंपरिक पीपी/पीई एक्सट्रूज़न उपकरण का उपयोग नहीं कर सकते हैं। कोर घटकों को संशोधित किया जाना चाहिए, अन्यथा उपरोक्त कठिनाइयों को समाप्त कर दिया जाएगा। यह एक छिपे हुए उपकरण-स्तरीय कठिनाई का प्रतिनिधित्व करता है:
पेंच संरचना संशोधन: पारंपरिक शिकंजा (जैसे ढाल शिकंजा) में टीपीयू के लिए कम प्लास्टिसाइजिंग दक्षता होती है और स्थानीयकृत ओवरहीटिंग के लिए प्रवण होते हैं। उन्हें प्लास्टिसाइजिंग एकरूपता में सुधार करने के लिए "बैरियर स्क्रू" (एक अतिरिक्त मिश्रण अनुभाग के साथ) के साथ प्रतिस्थापित किया जाना चाहिए, लेकिन यह संशोधन महंगा है (लगभग 50,000 से 100,000 युआन प्रति यूनिट)।
डाई डिज़ाइन ऑप्टिमाइज़ेशन: पारंपरिक फ्लैट मर जाता है, डिस्चार्ज पोर्ट पर "पिघल प्रतिधारण" का खतरा होता है (टीपीयू एक विस्तारित अवधि के लिए मरने के कोनों में रहता है, जिससे गिरावट का कारण बनता है)। मृत क्षेत्रों को कम करने के लिए एक "टारपीडो-हेड डाई" की आवश्यकता होती है, और डाई गैप को ठीक से समायोज्य (± 0.01 मिमी की सटीकता के साथ) होना चाहिए। अन्यथा, पतली टीपीयू शीट (मोटाई <0.1 मिमी) के लिए एकरूपता प्राप्त नहीं की जा सकती है।
ड्रॉ-ऑफ और वाइंडिंग कंट्रोल: टीपीयू शीट अत्यधिक लोचदार हैं, और पारंपरिक ड्रॉ-ऑफ मशीनों का "निरंतर तनाव नियंत्रण" अपर्याप्त है। यह विफलता के लिए प्रवण है (± 5% के तनाव में उतार-चढ़ाव के कारण शीट को खिंचाव और विकृत हो जाएगा), और टेंशन सेंसर के वास्तविक समय समायोजन के साथ "सर्वो मोटर ट्रैक्शन सिस्टम" के साथ बदलने की आवश्यकता है। जब घुमावदार होता है, तो एक "सतह घुमावदार विधि" को भी अपनाया जाना चाहिए (केंद्र घुमावदार के कारण होने वाली बढ़तदार झुर्रियों से बचने के लिए), जो उपकरण निवेश लागत को काफी बढ़ाता है।
















